在工业自动化领域,西门子PLC与汇川伺服驱动器的组合应用越来越广泛。今天我将详细介绍如何使用西门子PLC通过PROFINET通讯控制汇川伺服,并实现位置、速度和扭矩三种控制模式的完整SCL程序。 一、系统架构概述 1.1 硬件配置 主站: 西门子S7-1200/1500系列PLC 从站: 汇川IS620N/IS650N系列伺服驱动器 通讯方式: PROFINET实时通讯 控制模式: 位置模式、速度模式、扭矩模式 1.2 推荐报文选择 根据实际应用需求,推荐使用以下报文: 报文编号 | 适用模式 | 特点 | 报文102 | 位置控制 | 标准位置控制报文 | 报文105 | 扩展定位 | 功能最全,推荐使用 | 报文3 | 速度控制 | 简单速度控制 | 汇川自定义报文 | 特殊应用 | 需要厂家技术支持 |
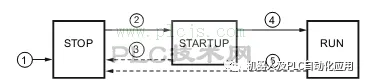
二、完整SCL程序实现 2.1 全局定义与数据结构 // 伺服控制常量定义CONST // 控制字位定义 控制字_就绪 : INT := 16#0006; // 准备就绪状态 控制字_使能 : INT := 16#0007; // 使能运行状态 控制字_快速停止 : INT := 16#0002; // 快速停止 控制字_禁用 : INT := 16#0000; // 禁用状态 // 状态字位定义 状态字_准备就绪 : INT := 16#0001; // 准备就绪 状态字_已使能 : INT := 16#0003; // 已使能 状态字_故障 : INT := 16#0008; // 故障状态 // 运行模式定义 模式_位置控制 : INT := 16#0001; // 位置模式 模式_速度控制 : INT := 16#0003; // 速度模式 模式_扭矩控制 : INT := 16#0004; // 扭矩模式END_CONST// 伺服输出数据结构TYPE ST_伺服输出 :STRUCT i_控制字 : INT; // 控制字 i_运行模式 : INT; // 运行模式设置 di_目标位置 : DINT; // 目标位置 i_目标速度 : INT; // 目标速度 i_目标扭矩 : INT; // 目标扭矩 i_最大速度 : INT; // 最大速度限制 i_最大扭矩 : INT; // 最大扭矩限制 i_加速度 : INT; // 加速度设置 i_减速度 : INT; // 减速度设置END_STRUCTEND_TYPE// 伺服输入数据结构TYPE ST_伺服输入 :STRUCT i_状态字 : INT; // 状态字 i_当前模式 : INT; // 当前运行模式 di_实际位置 : DINT; // 实际位置 i_实际速度 : INT; // 实际速度 i_实际扭矩 : INT; // 实际扭矩 i_错误代码 : INT; // 错误代码 i_警告代码 : INT; // 警告代码END_STRUCTEND_TYPE FUNCTION_BLOCK FB_伺服基础控制VAR_INPUT // 基础控制信号 b_使能控制 : BOOL; // 伺服使能 b_故障复位 : BOOL; // 故障复位 b_启动运行 : BOOL; // 启动运行 b_停止运行 : BOOL; // 停止运行 b_急停控制 : BOOL; // 急停信号 // 模式与参数 i_运行模式选择 : INT; // 运行模式选择 b_模式切换请求 : BOOL; // 模式切换 // 安全参数 r_最大速度限制 : REAL := 3000.0; // 最大速度限制(rpm) r_最大扭矩限制 : REAL := 200.0; // 最大扭矩限制(%) r_加速度时间 : REAL := 100.0; // 加速度时间(ms) r_减速度时间 : REAL := 100.0; // 减速度时间(ms)END_VARVAR_OUTPUT b_伺服就绪 : BOOL; // 伺服就绪 b_伺服使能 : BOOL; // 伺服已使能 b_伺服运行 : BOOL; // 伺服运行中 b_伺服故障 : BOOL; // 伺服故障 r_实际位置反馈 : REAL; // 实际位置 r_实际速度反馈 : REAL; // 实际速度 r_实际扭矩反馈 : REAL; // 实际扭矩 i_伺服状态字 : INT; // 状态字 i_伺服错误码 : INT; // 错误代码END_VARVAR_IN_OUT // 硬件映射区 st_伺服输出 AT %QB100 : ST_伺服输出; // 输出区 st_伺服输入 AT %IB100 : ST_伺服输入; // 输入区END_VARVAR // 内部状态机 e_控制状态 : (状态_初始化, 状态_禁用, 状态_待机, 状态_准备, 状态_运行, 状态_故障); t_状态切换延时 : TON; // 状态切换延时 b_模式切换中 : BOOL; // 模式切换标志 t_模式切换延时 : TON; // 模式切换延时END_VAR // 主控制程序METHOD 主控制程序 : VOIDVAR i_临时控制字 : INT;BEGIN // 1. 读取伺服状态 读取伺服状态(); // 2. 状态机控制 CASE e_控制状态 OF 状态_初始化: st_伺服输出.i_控制字 := 控制字_禁用; e_控制状态 := 状态_禁用; 状态_禁用: IF b_使能控制 AND NOT b_伺服故障 THEN st_伺服输出.i_控制字 := 控制字_就绪; e_控制状态 := 状态_待机; END_IF; 状态_待机: IF b_伺服就绪 THEN IF b_启动运行 THEN st_伺服输出.i_控制字 := 控制字_使能; e_控制状态 := 状态_准备; END_IF; END_IF; IF NOT b_使能控制 OR b_伺服故障 THEN e_控制状态 := 状态_禁用; END_IF; 状态_准备: IF b_伺服使能 THEN e_控制状态 := 状态_运行; END_IF; IF b_停止运行 OR NOT b_使能控制 OR b_伺服故障 THEN st_伺服输出.i_控制字 := 控制字_就绪; e_控制状态 := 状态_待机; END_IF; 状态_运行: b_伺服运行 := TRUE; // 急停处理 IF b_急停控制 THEN st_伺服输出.i_控制字 := 控制字_快速停止; e_控制状态 := 状态_待机; END_IF; IF b_停止运行 THEN st_伺服输出.i_控制字 := 控制字_就绪; e_控制状态 := 状态_待机; END_IF; IF NOT b_使能控制 OR b_伺服故障 THEN e_控制状态 := 状态_禁用; END_IF; 状态_故障: IF b_故障复位 AND NOT b_伺服故障 THEN st_伺服输出.i_控制字 := 控制字_禁用; e_控制状态 := 状态_禁用; END_IF; END_CASE; // 3. 模式切换处理 模式切换处理(); // 4. 参数更新 更新伺服参数();END_METHOD // 读取伺服状态METHOD 读取伺服状态 : VOIDBEGIN i_伺服状态字 := st_伺服输入.i_状态字; r_实际位置反馈 := DINT_TO_REAL(st_伺服输入.di_实际位置); r_实际速度反馈 := INT_TO_REAL(st_伺服输入.i_实际速度) / 100.0; r_实际扭矩反馈 := INT_TO_REAL(st_伺服输入.i_实际扭矩) / 10.0; i_伺服错误码 := st_伺服输入.i_错误代码; // 状态判断 b_伺服就绪 := (i_伺服状态字 AND 状态字_准备就绪) = 状态字_准备就绪; b_伺服使能 := (i_伺服状态字 AND 状态字_已使能) = 状态字_已使能; b_伺服故障 := (i_伺服状态字 AND 状态字_故障) = 状态字_故障;END_METHOD// 模式切换处理METHOD 模式切换处理 : VOIDBEGIN IF b_模式切换请求 AND NOT b_模式切换中 THEN b_模式切换中 := TRUE; t_模式切换延时(IN := TRUE, PT := T#500MS); END_IF; IF b_模式切换中 AND t_模式切换延时.Q THEN st_伺服输出.i_运行模式 := i_运行模式选择; b_模式切换中 := FALSE; t_模式切换延时(IN := FALSE); END_IF;END_METHOD// 更新伺服参数METHOD 更新伺服参数 : VOIDBEGIN st_伺服输出.i_最大速度 := REAL_TO_INT(r_最大速度限制); st_伺服输出.i_最大扭矩 := REAL_TO_INT(r_最大扭矩限制); st_伺服输出.i_加速度 := REAL_TO_INT(r_加速度时间); st_伺服输出.i_减速度 := REAL_TO_INT(r_减速度时间);END_METHODEND_FUNCTION_BLOCK // 实例1: 位置控制伺服(X轴)FUNCTION_BLOCK FB_X轴位置控制VAR_INPUT // 控制信号 b_X轴使能 : BOOL; // X轴使能 b_X轴启动 : BOOL; // X轴启动 b_X轴停止 : BOOL; // X轴停止 b_X轴回零 : BOOL; // X轴回零 // 位置参数 r_X轴目标位置 : REAL := 0.0; // 目标位置(mm) r_X轴运行速度 : REAL := 100.0; // 运行速度(mm/s) r_X轴回零速度 : REAL := 50.0; // 回零速度(mm/s) // 运动参数 r_X轴加速度 : REAL := 500.0; // 加速度(mm/s²) r_X轴减速度 : REAL := 500.0; // 减速度(mm/s²)END_VARVAR_OUTPUT b_X轴就绪 : BOOL; // X轴就绪 b_X轴运行中 : BOOL; // X轴运行中 b_X轴定位完成 : BOOL; // 定位完成 r_X轴实际位置 : REAL; // 实际位置(mm) i_X轴状态 : INT; // 轴状态END_VARVAR // 伺服控制实例 st_X轴伺服 : FB_伺服基础控制; // 内部变量 b_启动边沿 : BOOL; b_上次启动 : BOOL; r_脉冲当量 : REAL := 100.0; // 100脉冲/mm di_目标脉冲 : DINT; // 目标脉冲数END_VAR BEGIN // 1. 配置伺服为位置模式 st_X轴伺服.i_运行模式选择 := 模式_位置控制; st_X轴伺服.b_使能控制 := b_X轴使能; // 2. 启动信号边沿检测 IF b_X轴启动 AND NOT b_上次启动 THEN b_启动边沿 := TRUE; END_IF; b_上次启动 := b_X轴启动; // 3. 位置控制逻辑 IF b_启动边沿 THEN // 计算目标脉冲 di_目标脉冲 := REAL_TO_DINT(r_X轴目标位置 * r_脉冲当量); st_X轴伺服.st_伺服输出.di_目标位置 := di_目标脉冲; // 设置速度(假设1rpm = 10mm/s) st_X轴伺服.st_伺服输出.i_目标速度 := REAL_TO_INT(r_X轴运行速度 * 10.0); // 启动伺服 st_X轴伺服.b_启动运行 := TRUE; b_启动边沿 := FALSE; END_IF; // 4. 停止控制 IF b_X轴停止 THEN st_X轴伺服.b_停止运行 := TRUE; ELSE st_X轴伺服.b_停止运行 := FALSE; END_IF; // 5. 回零控制 IF b_X轴回零 THEN // 回零逻辑(简化版) st_X轴伺服.st_伺服输出.di_目标位置 := 0; st_X轴伺服.st_伺服输出.i_目标速度 := REAL_TO_INT(r_X轴回零速度 * 10.0); st_X轴伺服.b_启动运行 := TRUE; END_IF; // 6. 更新输出状态 b_X轴就绪 := st_X轴伺服.b_伺服就绪; b_X轴运行中 := st_X轴伺服.b_伺服运行; r_X轴实际位置 := st_X轴伺服.r_实际位置反馈 / r_脉冲当量; // 7. 定位完成判断 IF b_X轴运行中 THEN IF ABS(r_X轴实际位置 - r_X轴目标位置) < 0.1 THEN // 0.1mm容差 b_X轴定位完成 := TRUE; st_X轴伺服.b_停止运行 := TRUE; ELSE b_X轴定位完成 := FALSE; END_IF; ELSE b_X轴定位完成 := FALSE; END_IF;END_FUNCTION_BLOCK // 实例2: 速度控制伺服(Y轴)FUNCTION_BLOCK FB_Y轴速度控制VAR_INPUT // 控制信号 b_Y轴使能 : BOOL; // Y轴使能 b_Y轴正转 : BOOL; // 正转启动 b_Y轴反转 : BOOL; // 反转启动 b_Y轴停止 : BOOL; // 停止 // 速度参数 r_Y轴目标速度 : REAL := 0.0; // 目标速度(rpm) r_Y轴正转速度 : REAL := 1000.0; // 正转速度(rpm) r_Y轴反转速度 : REAL := 1000.0; // 反转速度(rpm) // 控制参数 r_Y轴加速度 : REAL := 1000.0; // 加速度(rpm/s) b_Y轴速度到达 : BOOL; // 外部速度到达信号END_VARVAR_OUTPUT b_Y轴就绪 : BOOL; // Y轴就绪 b_Y轴运行中 : BOOL; // Y轴运行中 b_Y轴方向正 : BOOL; // 正转方向 r_Y轴实际速度 : REAL; // 实际速度(rpm) r_Y轴实际位置 : REAL; // 实际位置END_VARVAR // 伺服控制实例 st_Y轴伺服 : FB_伺服基础控制; // 内部变量 r_当前目标速度 : REAL; b_正转激活 : BOOL; b_反转激活 : BOOL;END_VAR BEGIN // 1. 配置伺服为速度模式 st_Y轴伺服.i_运行模式选择 := 模式_速度控制; st_Y轴伺服.b_使能控制 := b_Y轴使能; // 2. 速度方向控制 IF b_Y轴正转 THEN b_正转激活 := TRUE; b_反转激活 := FALSE; r_当前目标速度 := r_Y轴正转速度; ELSIF b_Y轴反转 THEN b_正转激活 := FALSE; b_反转激活 := TRUE; r_当前目标速度 := -r_Y轴反转速度; // 负值表示反转 END_IF; // 3. 设置目标速度 st_Y轴伺服.st_伺服输出.i_目标速度 := REAL_TO_INT(r_当前目标速度 * 100.0); // 4. 启动/停止控制 IF (b_Y轴正转 OR b_Y轴反转) AND NOT b_Y轴停止 THEN st_Y轴伺服.b_启动运行 := TRUE; ELSE st_Y轴伺服.b_启动运行 := FALSE; END_IF; // 5. 停止控制 st_Y轴伺服.b_停止运行 := b_Y轴停止; // 6. 更新输出状态 b_Y轴就绪 := st_Y轴伺服.b_伺服就绪; b_Y轴运行中 := st_Y轴伺服.b_伺服运行; b_Y轴方向正 := r_当前目标速度 > 0; r_Y轴实际速度 := st_Y轴伺服.r_实际速度反馈; r_Y轴实际位置 := st_Y轴伺服.r_实际位置反馈;END_FUNCTION_BLOCK // 实例3: 扭矩控制伺服(Z轴)FUNCTION_BLOCK FB_Z轴扭矩控制VAR_INPUT // 控制信号 b_Z轴使能 : BOOL; // Z轴使能 b_Z轴扭矩使能 : BOOL; // 扭矩控制使能 b_Z轴扭矩限制 : BOOL; // 扭矩限制到达 // 扭矩参数 r_Z轴目标扭矩 : REAL := 0.0; // 目标扭矩(%) r_Z轴最大扭矩 : REAL := 150.0; // 最大扭矩限制(%) r_Z轴扭矩斜坡 : REAL := 100.0; // 扭矩斜坡(%/s) // 速度限制 r_Z轴最大速度 : REAL := 500.0; // 最大速度限制(rpm)END_VARVAR_OUTPUT b_Z轴就绪 : BOOL; // Z轴就绪 b_Z轴扭矩控制中 : BOOL; // 扭矩控制激活 b_Z轴扭矩到达 : BOOL; // 扭矩到达 r_Z轴实际扭矩 : REAL; // 实际扭矩(%) r_Z轴实际速度 : REAL; // 实际速度(rpm)END_VARVAR // 伺服控制实例 st_Z轴伺服 : FB_伺服基础控制; // 内部变量 r_斜坡扭矩 : REAL := 0.0; // 斜坡处理后的扭矩 t_扭矩斜坡定时 : TON; // 扭矩斜坡定时器 b_扭矩到达标志 : BOOL; // 扭矩到达标志END_VAR BEGIN // 1. 配置伺服为扭矩模式 st_Z轴伺服.i_运行模式选择 := 模式_扭矩控制; st_Z轴伺服.b_使能控制 := b_Z轴使能; // 2. 扭矩斜坡处理 t_扭矩斜坡定时(IN := b_Z轴扭矩使能, PT := T#100MS); IF t_扭矩斜坡定时.Q THEN // 每100ms更新一次扭矩值 IF r_斜坡扭矩 < r_Z轴目标扭矩 THEN r_斜坡扭矩 := r_斜坡扭矩 + r_Z轴扭矩斜坡 * 0.1; IF r_斜坡扭矩 > r_Z轴目标扭矩 THEN r_斜坡扭矩 := r_Z轴目标扭矩; END_IF; ELSIF r_斜坡扭矩 > r_Z轴目标扭矩 THEN r_斜坡扭矩 := r_斜坡扭矩 - r_Z轴扭矩斜坡 * 0.1; IF r_斜坡扭矩 < r_Z轴目标扭矩 THEN r_斜坡扭矩 := r_Z轴目标扭矩; END_IF; END_IF; END_IF; // 3. 设置扭矩值 st_Z轴伺服.st_伺服输出.i_目标扭矩 := REAL_TO_INT(r_斜坡扭矩 * 10.0); // 4. 启动扭矩控制 st_Z轴伺服.b_启动运行 := b_Z轴扭矩使能; // 5. 速度限制(扭矩模式下需要限制最大速度) st_Z轴伺服.r_最大速度限制 := r_Z轴最大速度; st_Z轴伺服.r_最大扭矩限制 := r_Z轴最大扭矩; // 6. 扭矩到达判断 IF b_Z轴扭矩使能 THEN IF ABS(r_Z轴实际扭矩 - r_Z轴目标扭矩) < 5.0 THEN // 5%容差 b_扭矩到达标志 := TRUE; ELSE b_扭矩到达标志 := FALSE; END_IF; ELSE b_扭矩到达标志 := FALSE; END_IF; // 7. 更新输出状态 b_Z轴就绪 := st_Z轴伺服.b_伺服就绪; b_Z轴扭矩控制中 := st_Z轴伺服.b_伺服运行 AND b_Z轴扭矩使能; b_Z轴扭矩到达 := b_扭矩到达_flag; r_Z轴实际扭矩 := st_Z轴伺服.r_实际扭矩反馈; r_Z轴实际速度 := st_Z轴伺服.r_实际速度反馈;END_FUNCTION_BLOCK PROGRAM MAIN_三轴控制VAR // X轴位置控制实例 fb_X轴控制 : FB_X轴位置控制; fb_Y轴控制 : FB_Y轴速度控制; fb_Z轴控制 : FB_Z轴扭矩控制; // X轴硬件映射 st_X轴输出 AT %QB100 : ST_伺服输出; st_X轴输入 AT %IB100 : ST_伺服输入; // Y轴硬件映射 st_Y轴输出 AT %QB200 : ST_伺服输出; st_Y轴输入 AT %IB200 : ST_伺服输入; // Z轴硬件映射 st_Z轴输出 AT %QB300 : ST_伺服输出; st_Z轴输入 AT %IB300 : ST_伺服输入; // 全局控制信号 b_系统急停 : BOOL; // 系统急停 b_系统使能 : BOOL; // 系统总使能 b_系统复位 : BOOL; // 系统复位 // 状态显示 b_所有轴就绪 : BOOL; // 所有轴就绪 b_系统运行中 : BOOL; // 系统运行中 b_系统报警 : BOOL; // 系统报警END_VAR BEGIN // 1. X轴位置控制 fb_X轴控制( b_X轴使能 := b_系统使能 AND NOT b_系统急停, b_X轴启动 := "HMI".b_X轴启动, b_X轴停止 := "HMI".b_X轴停止 OR b_系统急停, b_X轴回零 := "HMI".b_X轴回零, r_X轴目标位置 := "HMI".r_X轴目标位置, r_X轴运行速度 := "HMI".r_X轴运行速度, r_X轴回零速度 := "HMI".r_X轴回零速度, r_X轴加速度 := "HMI".r_X轴加速度, r_X轴减速度 := "HMI".r_X轴减速度 ); // 连接硬件映射 fb_X轴控制.st_X轴伺服.st_伺服输出 := st_X轴输出; fb_X轴控制.st_X轴伺服.st_伺服输入 := st_X轴输入; // 2. Y轴速度控制 fb_Y轴控制( b_Y轴使能 := b_系统使能 AND NOT b_系统急停, b_Y轴正转 := "HMI".b_Y轴正转, b_Y轴反转 := "HMI".b_Y轴反转, b_Y轴停止 := "HMI".b_Y轴停止 OR b_系统急停, r_Y轴目标速度 := "HMI".r_Y轴目标速度, r_Y轴正转速度 := "HMI".r_Y轴正转速度, r_Y轴反转速度 := "HMI".r_Y轴反转速度, r_Y轴加速度 := "HMI".r_Y轴加速度 ); // 连接硬件映射 fb_Y轴控制.st_Y轴伺服.st_伺服输出 := st_Y轴输出; fb_Y轴控制.st_Y轴伺服.st_伺服输入 := st_Y轴输入; // 3. Z轴扭矩控制 fb_Z轴控制( b_Z轴使能 := b_系统使能 AND NOT b_系统急停, b_Z轴扭矩使能 := "HMI".b_Z轴扭矩使能, b_Z轴扭矩限制 := "IO".b_Z轴扭矩限制开关, r_Z轴目标扭矩 := "HMI".r_Z轴目标扭矩, r_Z轴最大扭矩 := "HMI".r_Z轴最大扭矩, r_Z轴扭矩斜坡 := "HMI".r_Z轴扭矩斜坡, r_Z轴最大速度 := "HMI".r_Z轴最大速度 ); // 连接硬件映射 fb_Z轴控制.st_Z轴伺服.st_伺服输出 := st_Z轴输出; fb_Z轴控制.st_Z轴伺服.st_伺服输入 := st_Z轴输入; // 4. 系统状态监控 b_所有轴就绪 := fb_X轴控制.b_X轴就绪 AND fb_Y轴控制.b_Y轴就绪 AND fb_Z轴控制.b_Z轴就绪; b_系统运行中 := fb_X轴控制.b_X轴运行中 OR fb_Y轴控制.b_Y轴运行中 OR fb_Z轴控制.b_Z轴扭矩控制中; b_系统报警 := fb_X轴控制.st_X轴伺服.b_伺服故障 OR fb_Y轴控制.st_Y轴伺服.b_伺服故障 OR fb_Z轴控制.st_Z轴伺服.b_伺服故障; // 5. 急停处理 IF b_系统急停 THEN fb_X轴控制.st_X轴伺服.b_急停控制 := TRUE; fb_Y轴控制.st_Y轴伺服.b_急停控制 := TRUE; fb_Z轴控制.st_Z轴伺服.b_急停控制 := TRUE; ELSE fb_X轴控制.st_X轴伺服.b_急停控制 := FALSE; fb_Y轴控制.st_Y轴伺服.b_急停控制 := FALSE; fb_Z轴控制.st_Z轴伺服.b_急停控制 := FALSE; END_IF; // 6. 故障复位 IF b_系统复位 THEN fb_X轴控制.st_X轴伺服.b_故障复位 := TRUE; fb_Y轴控制.st_Y轴伺服.b_故障复位 := TRUE; fb_Z轴控制.st_Z轴伺服.b_故障复位 := TRUE; ELSE fb_X轴控制.st_X轴伺服.b_故障复位 := FALSE; fb_Y轴控制.st_Y轴伺服.b_故障复位 := FALSE; fb_Z轴控制.st_Z轴伺服.b_故障复位 := FALSE; END_IF; // 7. 状态上传至HMI "HMI".b_X轴就绪 := fb_X轴控制.b_X轴就绪; "HMI".b_X轴定位完成 := fb_X轴控制.b_X轴定位完成; "HMI".r_X轴实际位置 := fb_X轴控制.r_X轴实际位置; "HMI".b_Y轴就绪 := fb_Y轴控制.b_Y轴就绪; "HMI".b_Y轴运行中 := fb_Y轴控制.b_Y轴运行中; "HMI".r_Y轴实际速度 := fb_Y轴控制.r_Y轴实际速度; "HMI".b_Z轴就绪 := fb_Z轴控制.b_Z轴就绪; "HMI".b_Z轴扭矩到达 := fb_Z轴控制.b_Z轴扭矩到达; "HMI".r_Z轴实际扭矩 := fb_Z轴控制.r_Z轴实际扭矩; "HMI".b_系统运行中 := b_系统运行中; "HMI".b_系统报警 := b_系统报警;END_PROGRAM 三、应用实例说明 3.1 场景描述 假设我们有一个三轴测试平台: X轴: 需要精确定位,用于产品移送 Y轴: 需要恒速运行,用于传送带控制 Z轴: 需要恒压控制,用于压力测试 3.2 参数设置示例 // X轴位置控制参数"HMI".r_X轴目标位置 := 500.0; // 目标位置500mm"HMI".r_X轴运行速度 := 200.0; // 运行速度200mm/s"HMI".r_X轴加速度 := 1000.0; // 加速度1000mm/s²// Y轴速度控制参数"HMI".r_Y轴正转速度 := 1500.0; // 正转速度1500rpm"HMI".r_Y轴加速度 := 2000.0; // 加速度2000rpm/s// Z轴扭矩控制参数"HMI".r_Z轴目标扭矩 := 80.0; // 目标扭矩80%"HMI".r_Z轴扭矩斜坡 := 50.0; // 扭矩斜坡50%/ // 安全监控功能FUNCTION_BLOCK FB_安全监控VAR_INPUT b_急停按钮 : BOOL; // 急停按钮 b_安全门开关 : BOOL; // 安全门开关 b_超程限位正 : BOOL; // 正限位 b_超程限位负 : BOOL; // 负限位 r_电流监测 : REAL; // 电流监测 r_温度监测 : REAL; // 温度监测END_VARVAR_OUTPUT b_允许运行 : BOOL; // 允许运行 b_安全报警 : BOOL; // 安全报警 i_报警代码 : INT; // 报警代码END_VARVAR t_报警延时 : TON; // 报警延时 b_临时报警 : BOOL; // 临时报警标志END_VARBEGIN // 1. 安全条件检查 b_临时报警 := b_急停按钮 OR NOT b_安全门开关 OR b_超程限位正 OR b_超程限位负 OR r_电流监测 > 10.0 OR // 电流超过10A报警 r_温度监测 > 70.0; // 温度超过70°C报警 // 2. 报警延时处理 t_报警延时(IN := b_临时报警, PT := T#500MS); IF t_报警延时.Q THEN b_安全报警 := TRUE; b_允许运行 := FALSE; ELSE b_安全报警 := FALSE; b_允许运行 := NOT b_临时报警; END_IF; // 3. 报警代码设置 IF b_急停按钮 THEN i_报警代码 := 1; ELSIF NOT b_安全门开关 THEN i_报警代码 := 2; ELSIF b_超程限位正 THEN i_报警代码 := 3; ELSIF b_超程限位负 THEN i_报警代码 := 4; ELSIF r_电流监测 > 10.0 THEN i_报警代码 := 5; ELSIF r_温度监测 > 70.0 THEN i_报警代码 := 6; ELSE i_报警代码 := 0; END_IF;END_FUNCTION_BLOCK 四、调试与故障排除 4.1 调试步骤 硬件连接检查 确认PN网络连接正常 检查伺服驱动器地址设置 验证电源和接地 通讯测试 // 通讯测试程序IF "通讯状态".b_PN网络正常 THEN // 读取伺服基本信息 "HMI".i_伺服型号 := st_X轴输入.i_附加信息1; "HMI".i_固件版本 := st_X轴输入.i_附加信息2;ELSE // 通讯失败处理 b_系统报警 := TRUE; "HMI".i_报警代码 := 100;END_IF; 3.功能测试 先测试基础使能/停止功能 再测试各模式基本功能 最后测试完整工艺流程 4.2 常见故障处理 故障现象 | 可能原因 | 解决方法 | 伺服无法使能 | 控制字设置错误 | 检查控制字发送顺序 | 位置控制不准确 | 脉冲当量设置错误 | 重新计算脉冲当量 | 速度波动大 | 速度环PID参数不合适 | 调整伺服驱动器参数 | 通讯中断 | 网络干扰或地址冲突 | 检查网络配置和屏蔽 |
五、最佳实践建议 程序结构化 使用功能块封装重复逻辑 统一命名规范 添加充分注释 安全考虑 实现急停和安全门连锁 添加软件限位保护 设置超时监控 维护便利 添加设备诊断信息 实现参数备份功能 提供调试模式 性能优化 合理设置通讯周期 优化状态机逻辑 减少不必要的通讯数据 总结 通过本文的介绍,我们详细讲解了西门子PLC通过PROFINET通讯控制汇川伺服的三种模式实现方法。关键要点包括: 选择合适的报文:根据控制需求选择适当的PROFIdrive报文 状态机设计:实现完善的伺服状态控制逻辑 三种模式实现:位置、速度、扭矩模式的完整程序示例 安全与监控:添加必要的安全保护和状态监控 这种模块化的设计方法不仅提高了代码的可重用性,也大大简化了调试和维护工作。希望本文能为您的项目提供有价值的参考。 注意:实际应用中请根据具体硬件型号和版本调整参数设置,并严格遵守安全规范。 【 看完别滑走!需要你的支持!】 这篇干货文章花了大量时间整理,如果对你有帮助或启发,请一定: 「评论区」 留下你的想法 遇到了类似问题?有更好的方法?期待你分享见解! 「转发」 给更多需要的人 也许你身边的朋友,正被同样的问题困扰! 「收藏」 随时回看复习 知识点需要反复消化,码住不迷路! 每一次互动都是我们继续创作优质内容的动力!感谢有你,一起进步! --- 推荐阅读: 免责声明:如果侵犯了您的权益,请联系站长,我们会及时删除侵权内容,谢谢合作! |





 下一主题
下一主题