| 追剪 | 飞剪 |
| 运动方式 | 直线往复(追上去→切→退回来) | 圆周连续(转一圈切一刀) |
| 像什么 | 跑步时递水,你跑他追,追上递给你 | 跑步时击掌,转一圈拍一下,不停顿 |
| 节奏 | 追→切→回→再追,有停顿 | 一圈一刀,连续不停 |
| 适用场景 | 速度不太快、精度要求高 | 高速连续生产、效率优先 |
| 典型应用 | 定尺切割、管材锯切 | 钢带飞剪、高速线材 |
两者都是伺服同步控制技术——剪刀速度必须和材料速度精准同步,否则切出来就是歪的、毛边的、甚至切不断。
追剪:直线追上去,切完退回来
追剪的运动轨迹就一个字:直。刀具沿着直线追上材料,同步后切断,再退回原位等下一刀。
要做到"边跑边切还得切准",对控制系统要求极高:
关键指标 | 要求 | 通俗理解 |
速度同步误差 | <0.1% | 刀和材料速度差不超过千分之一,否则切面毛边 |
加速度 | 5m/s² | 追上去要猛,退回来要快,慢了跟不上节拍 |
编码器分辨率 | ≥17bit | 相当于把1圈拆成13万份,才能感知到丝级位移 |
定位精度 | <0.05mm | 半根头发丝的误差,切出来才整齐 |
加减速响应 | <10ms | 0.01秒内完成加速/减速,犹豫一下就跟丢了 |
底层控制算法一般用电子凸轮+S曲线协调运动轨迹——这段知道名字就行,就像你会开车不用背ECU代码一样,理解原理、会用参数,比死磕算法实在。
飞剪:转一圈切一刀,不停顿
飞剪和追剪最大的区别——不停、不退、不回头。刀具绕着圆周转,转到剪切点就切一刀,转完继续下一圈,材料全程不停。
因为是不间断的圆周运动,所以飞剪天生比追剪快,但也意味着容错空间更小:
关键指标 | 要求 | 通俗理解 |
刀具速度 | 高于材料速度≤5% | 比材料快一点才能"迎着切",快多了就切过头 |
刀架运动误差 | <0.1mm | 不到一根头发丝,圆周运动累积误差更致命 |
编码器 | 绝对值编码器 | 断电不丢位置,重启不用回零——产线不停机就靠它 |
旋转部件 | 轻量化设计 | 转得快还要刹得住,重了惯性大,想停停不下来 |
适用速度 | >100m/min | 材料每秒跑1.7米以上,追剪跟不上,只有飞剪扛得住 |
飞剪还有三个实战模式,不是只会"切一刀":
模式 | 干什么 | 什么时候用 |
定尺剪切 | 按设定长度精准切断 | 正常生产,切出标准长度成品 |
剪头/剪尾 | 切掉材料头尾不规则段 | 换卷、接料后,头尾质量不达标先切掉 |
事故断钢 | 紧急切断整条线 | 设备异常时快速截断,防止废料堆积损坏设备 |
一句话对比记:追剪追上去切完退回来(直线往复),飞剪转一圈切一刀不停歇(圆周连续)。速度慢精度高选追剪,速度快效率优先选飞剪。
| 追剪 | 飞剪 |
| 运动轨迹 | 直线往复 | 圆周连续 |
| 像什么 | 跑步递水——追上→递→退回 | 跑步击掌——转一圈拍一下 |
| 同步方式 | 电子凸轮控制 | 动态调速匹配 |
| 适用速度 | 中低速(<50m/min) | 高速(>100m/min) |
| 典型精度 | ±0.05mm | ±0.2mm |
| 能耗特点 | 瞬时功率高(加速猛冲一瞬间) | 持续功率稳定(匀速转圈不停) |
| 同步控制 | 五次曲线速度控制 | 可编程同步区控制 |
| 机械结构 | 直线导轨+伺服系统 | 旋转刀架系统 |
️ 原文"机械结构"行写反了——追剪配的是直线导轨伺服系统,飞剪配的是旋转刀架系统,上面表格已修正。
怎么选?看场景:
你的情况 | 选谁 | 为什么 |
高速连续生产线 | 飞剪 | 材料跑太快追剪跟不上,必须转圈不停 |
定长精密切割 | 飞剪 | 大批量统一长度,圆周运动效率碾压 |
高温材料加工 | 飞剪 | 材料不能停,一停就粘刀,必须不停机切 |
大批量标准化产品 | 飞剪 | 一刀接一刀,效率就是钱 |
多工序连续加工 | 追剪 | 切完还要冲孔/折弯,追剪有停顿窗口接下一道工序 |
异形材料切割 | 追剪 | 形状不规则的,直线往复更容易对位 |
小批量多样化 | 追剪 | 换规格频繁,追剪参数调整灵活 |
需要同步做其他操作 | 追剪 | 退回来那段时间可以插别的工序,一举两得 |
选型口诀:高速大批选飞剪,精密多工序选追剪;材料不停选飞剪,要停要换选追剪。
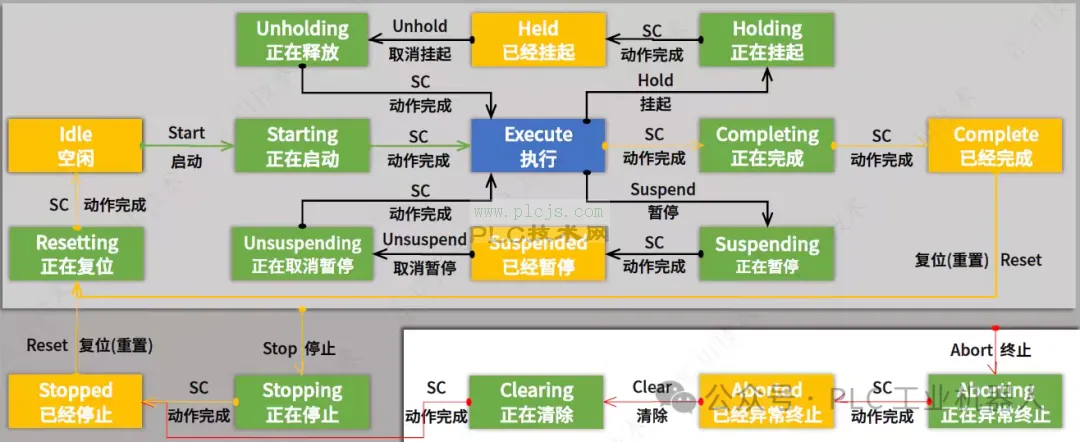
两种技术的共同底座:都是在"非同步区→同步区"之间来回切换,让剪刀和材料在同步区内精准咬合。
区别在于怎么切换、切换的节奏不同:
| 飞剪 | 追剪 |
| 运动方式 | 旋转(和材料同向转) | 往复(沿物料方向追上去再退回来) |
| 长度怎么调 | 调转速——转快转慢改变剪切间距 | 调非同步区速度——追得快慢决定两刀之间距离 |
| 同步区大小 | 小(擦着就切,切完就走) | 大(追上后可以多待一会儿) |
| 同步区能干嘛 | 只够切一刀 | 能切+冲孔+折弯等复合动作 |
| 一句话定位 | 效率型——转一圈切一刀,快就完了 | 精密型——追上去多待一会儿,复杂工艺一次搞定 |
典型行业应用:
飞剪主场:冶金轧钢动态分卷、造纸定尺裁断——材料跑得快、不能停,飞剪转着圈就把活干了
追剪主场:高精度流水线复合加工——切完还要冲孔折弯,追剪的大同步区刚好能插进去
最后一句记住就够了:飞剪赢在快,追剪赢在准;求速度选飞剪,求精度和多功能选追剪。
免责声明:如果侵犯了您的权益,请联系站长,我们会及时删除侵权内容,谢谢合作!





 下一主题
下一主题