




 下一主题
下一主题热点推荐 更多
-

Microsoft Edge带来的电脑卡顿
2026-06-10
-

小张《种花记》
2026-06-10
-
又到一年高考季,这俩专业需要你提前了解(自动化和电气自动化)
2026-06-10
-
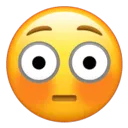
大众标准PLC程序“FB_Meld_8”里的ProDiag控制与生成(FB 653 FB_Meld_8)
2026-06-10
-

西门子博途光电控制:FB 179 FB_PLS_microScan3和FB 180 FB_PLS_microScan3_Fall的控
2026-06-10
-
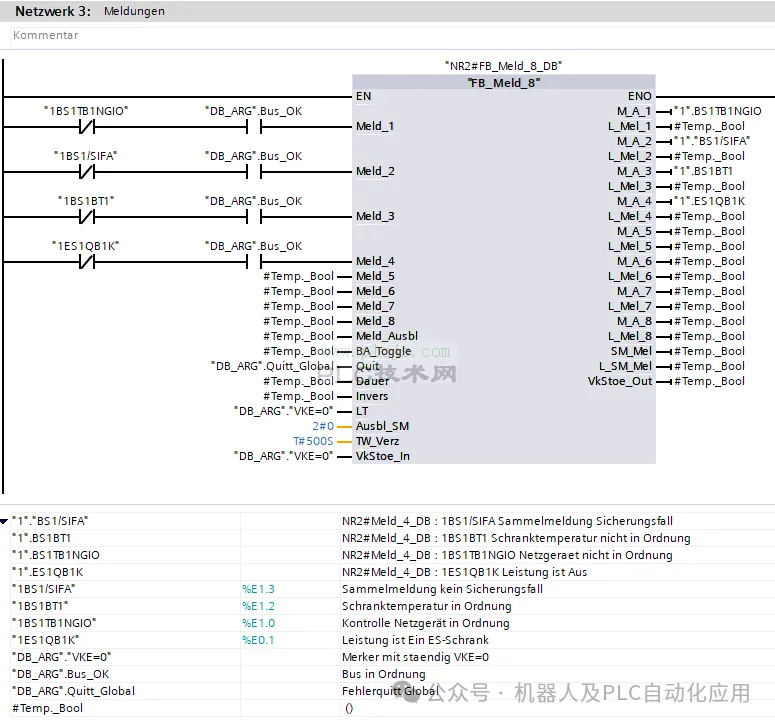
为什么说电气工程师是最容易被“全才”逼疯的职业
2026-06-10
-

整流柜控制系统中关于档位升降异常的处理办法
2026-06-10
-

常见的接地方式及其重要性
2026-06-10
-
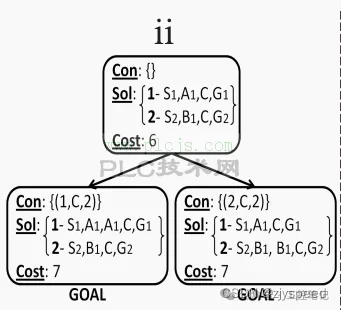
多智能体路径规划CBS算法
2026-06-10
-
了解强化学习的基础:马尔可夫决策过程(MDP)
2026-06-10
