




 下一主题
下一主题热点推荐 更多
-
一分钟了解伺服电机的三种模式
2026-06-30
-
一分了解什么是直线电机?
2026-06-30
-

电子齿轮和电子凸轮
2026-06-30
-
重磅!三菱MXR系列控制器来了:256轴运动控制,重新定义高端装备大脑!
2026-06-30
-
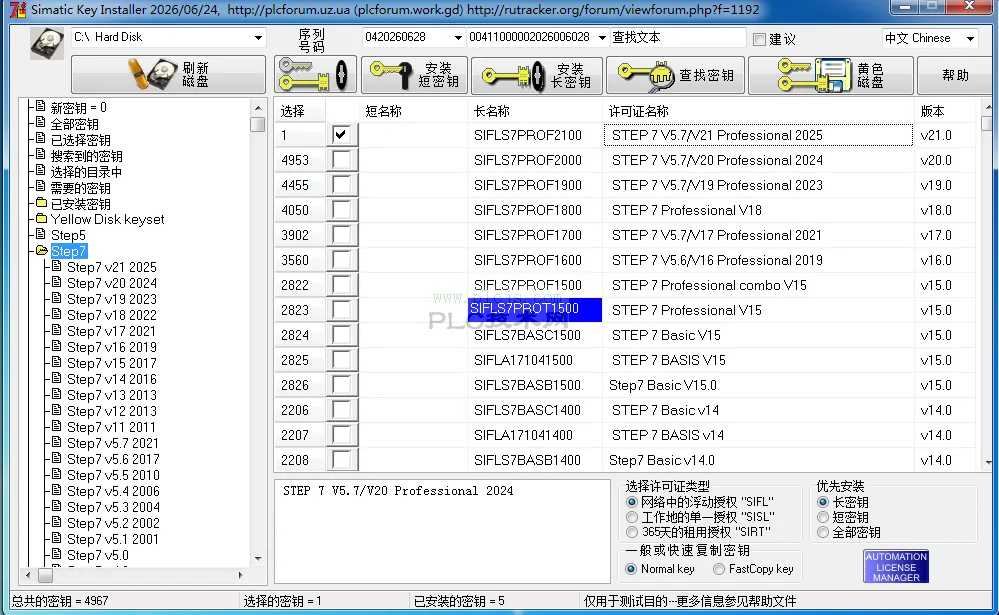
西门子最新EKB授权工具2026版来了!
2026-06-30
-
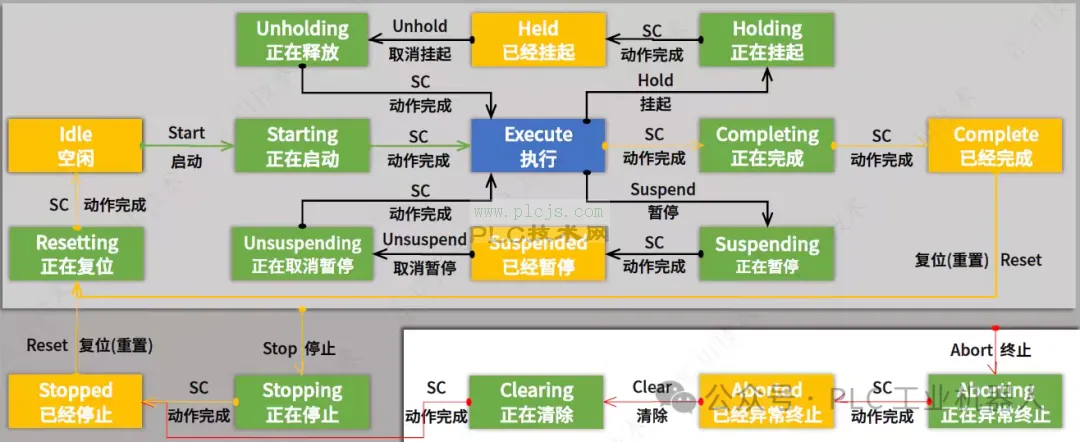
PLC标准化编程之状态机解读
2026-06-30
-
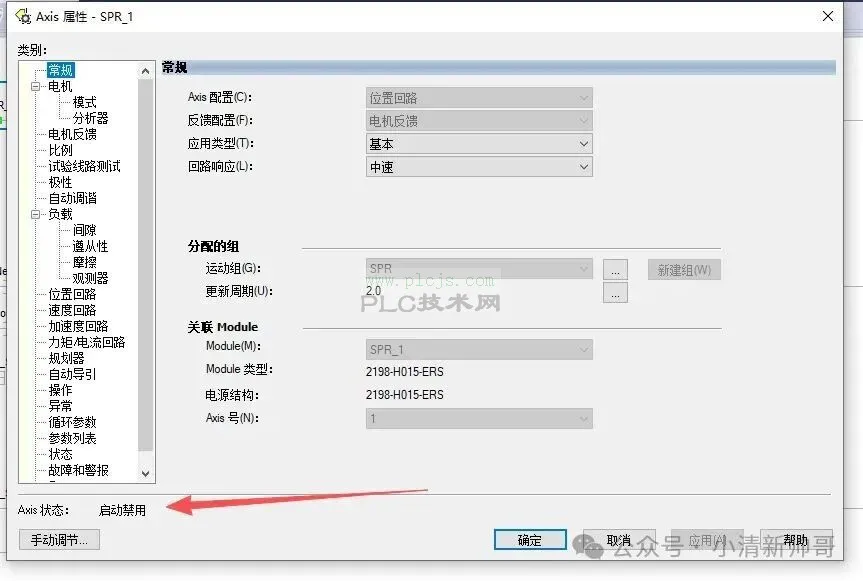
伺服使能失败?90%是它惹的祸!罗克韦尔Kinetix5500「启动禁用」终极排查指南
2026-06-30
-
三菱PLC以太网通信黑科技-简单CPU通信:不用写一行代码,参数配置就能让多台PLC自动交
2026-06-30
-
西门子博途 LGF 库详解 · 13:字节序反转—SwapBlock 三个块彻底解决大小端问题
2026-06-30
-

西门子博途 LGF 库详解 · 12:位/字节拆分与合并——12 个块把 DWord 拆成 32 个 Boo
2026-06-30
