冷轧带钢在正常轧制后,通过冷连轧机、剪前夹送辊、飞剪、剪后转向辊后,经卷取机卷取成一定卷径的钢卷。在轧钢工艺上,冷连轧机的末机架到卷取机的整个区域称为轧制线的出口(或称出口部分) 。出口是冷连轧线上的最后环节,在卷取机上卷取的钢卷即为冷连轧的最终成品。最终成品的质量当然与轧机各机架的控制有关,如厚度控制(AGC) 、位置控制(APC) 、张力控制(ATC) 等。出口部分并不能改变带钢的质量指标,但是高质量的成品若在出口部分处理不当,将会使其成为废品或次品,因此出口部分极其关键。
以下3点是重重之重:
(1) 卷取机如何咬钢,才能使卷取机开始正常卷取,更好地配合连轧机的正常轧制;
(2) 卷取机在卷取过程中带钢承受的张力不同,其张力应如何设定;
(3)“剪切完”信号发出后,带钢带尾的速度如何设定以及带尾如何定位。
1 卷取机咬钢速度给定曲线的确定
飞剪在每次剪切完成后,下一卷带钢的带头即出现在飞剪处,在剪前夹送辊的牵引下,带头进入剪后夹送辊,之后被送入卷取机,此时卷取机进入咬钢状态。倘若卷取机咬钢不利,以轧制速度前进的带钢势必在卷取机旁形成堆积,造成事故停车。为了顺利咬钢,咬钢时卷取机应采用斜坡函数速度给定,并以正、反向交替工作模式进行,这样才能使带头顺利咬入。咬钢时的速度给定较低,其斜率与幅值PLC给出,它要根据带钢的材质、厚度等参数以及轧制工艺要求决定。
<b>2 卷取机卷取过程中张力的设定
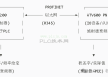
卷取机一旦完成咬钢,带钢即要承受一定的张力,以保证带钢卷取的质量。该张力是在卷取机与冷连轧机之间形成的。在卷取机卷取的各个阶段,带钢承受的张力不同。在咬钢过程中,为使带钢从卷芯开始卷取紧实,卷取机一旦咬住带头,就要以较大的张力值进行卷取,此时的张力通常比正常轧制时的张力要大。在卷取机卷取过程中,卷径不断增大,当卷径达到一定数值<i>Φ</i>0 时,应当把张力降下来,以正常轧制张力进行卷取。张力降下来后,由于时间较短,卷径变化并不大,为<i>Φ</i>1 。从卷取的整个进程来看,这个阶段时间最长、卷径变化最大,直到卷径接近剪切时的卷径<i>Φ</i>2 。而在剪切(卷经为<i>Φ</i>c) 的时候,带钢需要承受较小的张力,以利于剪切,所以此时通过剪前夹送辊建张的办法把带钢张力降低为剪切张力。图3中的各张力值都是由PLC根据工艺要求给出的。剪切后的带钢经带尾定位后,卷在卷取机上,被卸卷小车运走,这样就完成了一卷带钢的轧制与卷取的任务。
图3 带钢张力设定
<b>3 带尾定位速度的设定
当剪切发生时,飞剪将带钢剪切成两部分,前一部分继续在卷取机上进行卷取,后一部分继续向前运行,准备在另外一卷取机(冷连轧生产线上有两个卷取机,以保证生产的连续性) 上进行卷取。为此,当“剪切完”信号发出后,必须对卷在卷取机上的带钢带尾进行加速,以使得当前卷的卷尾和新卷的卷头尽快分离。带尾离开公共区(飞剪和剪后夹送辊之间)后,进入定位和减速阶段。带尾脱离公共区的信息通过局部跟踪实现。“剪切完”信号发出后启动跟踪,以便为定位系统操作提供实际长度检测信号,作为定位长度计算的修正值。带尾定位速度需满足
<i>V</i>d = <i>V</i>1 + <i>V</i>0
式中<i>, V</i>d ——定位速度,m/ min ;
<i>V</i>1 ——剪切时冷连轧机末机架出口速度,m/min ;
<i>V</i>0 ——超速度,m/ min。<i>V</i>0 与卷取机的带尾定位速度相关。
<b>4 带尾定位长度计算方法
当带钢全部缠在卷筒上后,带尾不是可以落在带卷圆周的任意点上,而是落在带卷圆周的一个固定位置上。这是生产工艺的要求,必须得到满足。带尾定位过程中最重要的就是定位速度和定位长度,定位速度在前面已进行了描述,这里主要计算定位长度。定位长度的计算在“剪切完”信号发出后开始,直到定位完成时结束。定位长度依赖于卷径大小。计算示意图见图5。由于卷径D 比剪后夹送辊直径d 大很多,故定位长度采用以下算法。定位长度
<i>l </i>= <i>I </i>+ <i>D</i>/2*(3π/2- <i>α</i>0 - <i>α</i>- <i>β</i><i> </i>
式中<i>
, I </i>
= (<i>
I</i>
2 0
-( <i>
D </i>
– <i>
d</i><i>
)</i><i>
2 </i>
/4) 1/2 <i>
, </i><i>
</i>
<i>I</i>0 = (<i>a</i> 2 + <i>b</i> 2 ) 1/2 <i>,</i><i></i>
<i>α</i>=arccot<i>(</i><i>( D </i>- <i>d) / </i>2)/<i>I</i>。
如果这段距离太短,卷取电动机在该距离之内无法实现停止,那么就必须在此之前先缠绕一圈或几圈。下面计算卷取机缠绕的圈数。带钢停止需要的距离:
<i>
l</i>
1
=(1/2 <i>
a</i><i>
′)*</i><i>
V</i>
2 式中<i>, a</i><i>′</i>———带尾定位开始时的加速度<i>;</i><i></i>
<i>V </i>—带尾定位开始时的速度。
卷取一圈的长度<i>l</i>0 =π*<i>D</i><i>,</i>卷取的圈数<i>N </i>= int(<i>l</i>1 – <i>l</i><i>)/</i><i>l</i>0,最后得定位长度设定值为<i>L </i>= <i>l </i>+ <i>N</i>·<i>l</i>0
图5 带尾定位长度计算
<i>D </i>—卷取机直径<i>; d </i>—剪后转向辊直径<i>; a </i>—两圆圆心间水平方向间距<i>; b </i>—两圆圆心间垂直方向间距<i>; </i><i>α</i>0 —两圆心连线与水平线的夹角<i>;</i><i>β</i>—期望的定位点偏离垂直中心线的角度





 下一主题
下一主题