通信特点
特性 | 说明 |
通信类型 | PROFINET IO RT(实时) |
数据交换 | 数字量 I/O + 寄存器数据交换 |
传输距离 | 标准 100 米(可扩展) |
通信周期 | 2ms ~ 10ms 可调 |
支持控制器 | R-30iB/R-30iB Plus/R-30iB Mate |
---
二、硬件与软件要求
1. 软件要求
软件 | 最低版本 | 推荐版本 |
TIA Portal(博途) | V15.1 | V17/V18/V19 |
FANUC ROBOGUIDE | 最新版本 | 用于仿真和配置 |
FANUC GSDML 文件 | V2.3 | FANUC 官网下载 |
2. 硬件要求
设备 | 型号 | 说明 |
| S7-1200 | CPU 1214C/1215C/1217C V4.0以上 | IO 控制器 |
| FANUC 机器人 | R-30iB/R-30iB Plus 控制器 | 需 PROFINET 选项 |
| PROFINET 选项 | AO5B-2600-R843 或更高 | PROFINET 通信卡/软件选项 |
| 网线 | CAT5e 及以上 | 标准工业以太网线 |
| 交换机 | 可选 | 多设备连接时使用 |
3. FANUC 控制器型号
控制器型号 | 适用机器人系列 | PROFINET 选项 |
| R-30iB | M-10/20/50/100/200 等 | AO5B-2600-R843 |
| R-30iB Plus | M-10/20/50/100/200 等 | AO5B-2600-R953 |
| R-30iB Mate | LR Mate/M-6 等 | AO5B-2600-R843 |
4. GSD 文件下载
文件类型 | 说明 | 获取方式 |
GSDML | PROFINET 设备描述文件 | FANUC 官网或随控制器提供 |
版本 | GSDML V2.3 | 支持最新功能 |
文件名 | FANUC_Robot_Controller.xml | 根据控制器型号 |
---
三、配置步骤(TIA Portal)
第一步:下载并导入 GSDML 文件
这是最关键的第一步,因为 FANUC 是第三方设备:
获取 GSD 文件:
从 FANUC 机器人控制器中导出
或从 FANUC 官网下载中心获取
或从 ROBOGUIDE 软件中提取
导入 GSD 文件:
打开 TIA Portal
点击「选项」→「管理通用站描述文件 (GSD)」
选择 GSDML 文件所在文件夹
点击「安装」按钮
等待安装进度条完成
验证导入:
安装完成后,硬件目录会自动更新
在「其他现场设备」→「PROFINET IO」→「I/O」→「FANUC」中可查看机器人控制器
第二步:创建 TIA Portal 项目
打开TIA Portal软件
点击「创建新项目」,输入项目名称
选择「添加新设备」
第三步:添加 S7-1200 CPU(IO 控制器)
添加 PLC:
选择「控制器」→「SIMATIC S7-1200」→「CPU」
选择具体型号(如 CPU 1215C DC/DC/DC)
选择固件版本(V4.0 及以上)
配置 PROFINET 接口:
进入「设备视图」→ 点击 CPU 上的 PROFINET 接口
在「属性」→「以太网地址」中设置:
IP 地址:如 192.168.1.1
子网掩码:255.255.255.0
勾选「自动生成 PROFINET 设备名称」
优化通信周期(可选):
在 PROFINET 接口属性中
设置更新周期为 2ms~4ms(高速应用)
启用等时同步模式(Isochronous Mode)
第四步:添加 FANUC 机器人(IO 设备)
添加机器人:
进入「网络视图」
在右侧「硬件目录」→「其他现场设备」→「PROFINET IO」→「I/O」→「FANUC」→「R-30iB」
选择对应型号(如 AO5B-2600-R843)
拖拽到网络视图中配置 PROFINET 接口:
双击网络视图中的机器人图标
在「属性」→「以太网地址」中设置:
IP 地址:如 192.168.1.2(与 PLC 同一网段)
子网掩码:255.255.255.0
取消勾选「自动生成 PROFINET 设备名称」
手动设置设备名称(如:"fanuc_robot_1")
分配 IO 控制器:
在网络视图中选中机器人
点击「未分配」
选择 S7-1200 作为 Controller
第五步:配置数据交换区(过程映像)
这是最关键的配置,决定数据交换格式:
进入设备视图:
双击机器人图标
进入「设备视图」
配置子模块:
数据类型 | 长度 | 说明 |
| 输入数据 | 32~128 字节 | 机器人状态、位置、报警信息 |
| 输出数据 | 32~128 字节 | 控制命令、程序号、启动信号 |
选择合适的子模块(过程数据区)
典型配置包括:
配置 I/O 地址:
输入地址(PLC 读取):如 %I168.0 开始
输出地址(PLC 写入):如 %Q168.0 开始
建议从 168 开始分配,避免与本地 I/O 冲突
典型 I/O 分配:
地址 | 类型 | 功能 |
%Q168.0 | 输出 | 启动信号 |
%Q168.1 | 输出 | 停止信号 |
%Q168.2 | 输出 | 复位信号 |
%Q168.3 | 输出 | 程序选择 1 |
%Q168.4 | 输出 | 程序选择 2 |
%I168.0 | 输入 | 运行中 |
%I168.1 | 输入 | 程序完成 |
%I168.2 | 输入 | 报警状态 |
%I168.3 | 输入 | 伺服就绪 |
%I168.4 | 输入 | 原点完成 |
第六步:建立网络连接
进入「网络视图」
选中 S7-1200 的 PROFINET 接口(绿色方块)
拖拽连线到 FANUC 机器人的 PROFINET 接口连接成功后显示绿色实线
第七步:分配设备名称(关键步骤)
这是最关键的步骤,机器人需要正确的设备名称才能通信:
连接 PLC:
使用网线连接 PC 与 S7-1200
确保 PC 与 PLC 在同一网段
在线访问:
点击「在线」→「访问 PG/PC」
选择连接的网卡
点击「更新」搜索网络设备
分配名称:
找到未分配名称的 FANUC 机器人(显示 MAC 地址)
输入配置的设备名称(如:"fanuc_robot_1")
点击「分配名称」
验证:
点击「显示」确认名称已分配
设备名称必须与 TIA Portal 组态完全一致
第八步:FANUC 机器人侧配置
在 FANUC 机器人示教器上进行配置:
进入设置菜单:
按下「MENU」键
选择「SETUP」(设置)
选择「PROFINET」或「通信」
配置 PROFINET 参数:
参数 | 设置值 | 说明 |
| Device Name | fanuc_robot_1 | 与 TIA 组态一致 |
| IP Address | 192.168.1.2 | 与 TIA 组态一致 |
| Subnet Mask | 255.255.255.0 | 子网掩码 |
| Gateway | 192.168.1.1 | 网关(可选) |
| I/O Assignment | PROFINET | I/O 分配类型 |
配置 I/O 映射:
进入「I/O」→「PROFINET」
配置输入/输出信号映射
设置信号类型(数字量/模拟量/寄存器)
配置程序调用:
进入「PROGRAM」→「SELECT」
创建外部启动程序
配置 UOP(用户操作面板)信号
保存并重启:
保存所有配置
重启机器人控制器使配置生效
第九步:编译并下载
编译项目:
点击「编译」→「编译全部」
检查是否有错误
下载组态:
连接 S7-1200 PLC
下载组态到 PLC
将 PLC 切换到RUN 模式
机器人上电:
机器人会自动从 PLC 获取组态
无需单独下载
---
四、数据交换格式详解
1. 输出数据(PLC→机器人)
偏移 | 数据类型 | 长度 | 说明 |
0 | 控制字 | 2 字节 | 启动/停止/复位命令 |
2 | 程序号 | 2 字节 | 选择运行程序 |
4 | 速度倍率 | 2 字节 | 运行速度百分比 |
6 | 模式选择 | 2 字节 | 自动/手动/远程 |
8 | 保留 | 8 字节 | 保留 |
2. 输入数据(机器人→PLC)
偏移 | 数据类型 | 长度 | 说明 |
0 | 状态字 | 2 字节 | 设备状态、就绪标志 |
2 | 程序状态 | 2 字节 | 运行/完成/暂停 |
4 | 报警代码 | 2 字节 | 当前报警代码 |
6 | 当前位置 X | 4 字节 | X 轴位置(可选) |
10 | 当前位置 Y | 4 字节 | Y 轴位置(可选) |
14 | 当前位置 Z | 4 字节 | Z 轴位置(可选) |
18 | 保留 | 14 字节 | 保留 |
3. 控制字详解
位 | 名称 | 功能 | 0 | 1 |
0 | 启动 | 启动程序 | 停止 | 启动 |
1 | 停止 | 停止程序 | 运行 | 停止 |
2 | 复位 | 故障复位 | - | 复位 |
3 | 伺服 ON | 伺服使能 | OFF | ON |
4 | 程序选择 1 | 程序号位 0 | - | 1 |
5 | 程序选择 2 | 程序号位 1 | - | 1 |
6 | 模式自动 | 自动模式 | 手动 | 自动 |
7 | 模式远程 | 远程模式 | 本地 | 远程 |
8-15 | 保留 | - | - | - |
4. 状态字详解
位 | 名称 | 功能 | 0 | 1 |
0 | 就绪 | 设备就绪 | 未就绪 | 就绪 |
1 | 运行中 | 程序运行 | 停止 | 运行 |
2 | 程序完成 | 程序结束 | 运行中 | 完成 |
3 | 报警 | 故障状态 | 无报警 | 报警 |
4 | 伺服就绪 | 伺服使能 | 未就绪 | 就绪 |
5 | 原点完成 | 回零完成 | 未完成 | 完成 |
6 | 暂停 | 程序暂停 | 运行 | 暂停 |
7 | 远程模式 | 远程控制 | 本地 | 远程 |
8-15 | 保留 | - | - | - |
---
五、编程示例
1. 标准 PROFINET IO 编程
// 定义数据块DATA_BLOCK "FANUC_Robot_Data"STRUCT // 输出数据(写入机器人) Control_Word : WORD; // 控制字 %QW168 Program_Number : WORD; // 程序号 %QW170 Speed_Rate : WORD; // 速度倍率 %QW172 Mode_Select : WORD; // 模式选择 %QW174 // 输入数据(从机器人读取) Status_Word : WORD; // 状态字 %IW168 Program_Status : WORD; // 程序状态 %IW170 Alarm_Code : WORD; // 报警代码 %IW172 Position_X : DINT; // X 位置 %ID174 Position_Y : DINT; // Y 位置 %ID178 Position_Z : DINT; // Z 位置 %ID182END_STRUCTEND_DATA_BLOCK// 主程序 OB1// 读取机器人状态"FANUC_Robot_Data".Status_Word := %IW168;"FANUC_Robot_Data".Program_Status := %IW170;"FANUC_Robot_Data".Alarm_Code := %IW172;// 判断设备就绪IF ("FANUC_Robot_Data".Status_Word AND 160001) <> 0 THEN "Robot_Ready" := TRUE;ELSE "Robot_Ready" := FALSE;END_IF;// 判断运行中IF ("FANUC_Robot_Data".Status_Word AND 160002) <> 0 THEN "Robot_Running" := TRUE;ELSE "Robot_Running" := FALSE;END_IF;// 判断报警IF ("FANUC_Robot_Data".Status_Word AND 160008) <> 0 THEN "Robot_Alarm" := TRUE;ELSE "Robot_Alarm" := FALSE;END_IF;// 启动机器人程序(上升沿触发)"Start_Rising_Edge" := "Start_Button" AND NOT "Start_Prev";IF "Start_Rising_Edge" AND "Robot_Ready" AND NOT "Robot_Alarm" THEN "FANUC_Robot_Data".Control_Word := 160001; // 启动命令 "FANUC_Robot_Data".Program_Number := 1; // 程序号 1 "FANUC_Robot_Data".Speed_Rate := 50; // 50% 速度 %QW168 := "FANUC_Robot_Data".Control_Word; %QW170 := "FANUC_Robot_Data".Program_Number; %QW172 := "FANUC_Robot_Data".Speed_Rate;END_IF;"Start_Prev" := "Start_Button";// 停止机器人IF "Stop_Button" THEN "FANUC_Robot_Data".Control_Word := 160002; // 停止命令 %QW168 := "FANUC_Robot_Data".Control_Word;END_IF;// 故障复位IF "Reset_Button" AND "Robot_Alarm" THEN "FANUC_Robot_Data".Control_Word := 160004; // 复位命令 %QW168 := "FANUC_Robot_Data".Control_Word;END_IF;2. 完整控制程序示例
// 主程序 OB1// 初始化IF "First_Scan" THEN "FANUC_Robot_Data".Control_Word := 160008; // 伺服 ON %QW168 := "FANUC_Robot_Data".Control_Word; "First_Scan" := FALSE;END_IF;// 读取状态"FANUC_Robot_Data".Status_Word := %IW168;"FANUC_Robot_Data".Program_Status := %IW170;"FANUC_Robot_Data".Alarm_Code := %IW172;// 设备就绪判断IF ("FANUC_Robot_Data".Status_Word AND 160001) <> 0 THEN "Robot_Ready" := TRUE;ELSE "Robot_Ready" := FALSE;END_IF;// 运行状态判断IF ("FANUC_Robot_Data".Status_Word AND 160002) <> 0 THEN "Robot_Running" := TRUE; "Cycle_Time_Start" := LOCAL_TIME;ELSE "Robot_Running" := FALSE;END_IF;// 程序完成判断IF ("FANUC_Robot_Data".Status_Word AND 160004) <> 0 THEN "Program_Done" := TRUE; "Cycle_Time_End" := LOCAL_TIME; "Cycle_Time" := "Cycle_Time_End" - "Cycle_Time_Start"; "Part_Count" := "Part_Count" + 1;ELSE "Program_Done" := FALSE;END_IF;// 报警处理IF ("FANUC_Robot_Data".Status_Word AND 160008) <> 0 THEN "Robot_Alarm" := TRUE; "Alarm_Code_Display" := "FANUC_Robot_Data".Alarm_Code; // 输出报警信号 %QX200.0 := TRUE; // 自动复位尝试 IF "Auto_Reset_Enable" THEN "Reset_Timer"(IN := TRUE, PT := T5S); IF "Reset_Timer".Q THEN "FANUC_Robot_Data".Control_Word := 160004; // 复位 %QW168 := "FANUC_Robot_Data".Control_Word; "Reset_Timer"(IN := FALSE); END_IF; END_IF;ELSE "Robot_Alarm" := FALSE; %QX200.0 := FALSE;END_IF;// 启动条件IF "Start_Button" AND "Robot_Ready" AND NOT "Robot_Alarm" AND NOT "Robot_Running" THEN "FANUC_Robot_Data".Control_Word := 160001; // 启动 "FANUC_Robot_Data".Program_Number := "Selected_Program"; "FANUC_Robot_Data".Speed_Rate := "Speed_Setpoint"; %QW168 := "FANUC_Robot_Data".Control_Word; %QW170 := "FANUC_Robot_Data".Program_Number; %QW172 := "FANUC_Robot_Data".Speed_Rate;END_IF;// 停止条件IF "Stop_Button" OR "Emergency_Stop" THEN "FANUC_Robot_Data".Control_Word := 160002; // 停止 %QW168 := "FANUC_Robot_Data".Control_Word;END_IF;// 伺服控制IF "Servo_On_Button" AND "Robot_Ready" AND NOT "Robot_Alarm" THEN "FANUC_Robot_Data".Control_Word := 160008; // 伺服 ON %QW168 := "FANUC_Robot_Data".Control_Word;END_IF;IF "Servo_Off_Button" THEN "FANUC_Robot_Data".Control_Word := 160000; // 伺服 OFF %QW168 := "FANUC_Robot_Data".Control_Word;END_IF;3. FANUC 机器人程序示例(KAREL)
/PROG MAIN_PROG ! 主程序 - 外部启动 CALL INIT_PROG; ! 等待启动信号 WAIT DI[1]=ON; ! 执行作业 CALL WORK_PROG; ! 完成信号 DO[1]=ON; WAIT 0.5 SEC; DO[1]=OFF;/END/PROG WORK_PROG ! 作业程序 L P[1] 100mm/sec FINE; L P[2] 100mm/sec FINE; L P[3] 100mm/sec FINE; L P[1] 100mm/sec FINE;/END---
六、通信状态监控与诊断
1. FANUC 机器人 LED 状态指示
LED | 颜色/状态 | 含义 |
| RUN | 绿色常亮 | 运行正常 |
| RUN | 黄色闪烁 | 启动中/待机 |
| RUN | 红色 | 故障 |
| LINK | 绿色 | 网络连接正常 |
| LINK | 熄灭 | 网络连接断开 |
| PROFINET | 绿色 | PROFINET 通信正常 |
| PROFINET | 红色 | PROFINET 通信故障 |
2. TIA Portal 在线监控
状态指示 | 颜色 | 含义 |
通信正常 | 绿色 | PROFINET 连接建立成功 |
通信故障 | 红色 | 连接中断或配置错误 |
正在连接 | 黄色 | 设备正在建立连接 |
3. 诊断缓冲区
在 TIA Portal 中查看 CPU 的「诊断缓冲区」
可获取详细的通信错误信息
常见错误:设备名称不匹配、IP 冲突、网线故障等
4. FANUC 机器人报警代码
报警代码 | 含义 | 解决方案 |
SRVO-062 | PROFINET 通信超时 | 检查网络连接 |
SRVO-063 | PROFINET 配置错误 | 检查 GSD 版本和配置 |
SRVO-064 | 设备名称不匹配 | 重新分配设备名称 |
SRVO-001 | 伺服报警 | 检查伺服驱动 |
SRVO-002 | 过载 | 减小负载或检查机械 |
SRVO-003 | 过电流 | 检查电机和接线 |
PROG-001 | 程序错误 | 检查机器人程序 |
COMM-001 | 通信错误 | 检查 PROFINET 配置 |
---
七、通信延迟优化
1. 优化通信周期
设置 | 默认值 | 优化值 | 说明 |
| 更新周期 | 10ms | 2ms | 在 TIA Portal 中设置 |
| 看门狗时间 | 100ms | 20ms | 缩短故障检测时间 |
| 数据打包 | 分散 | 紧凑 | 减少数据传输量 |
2. 优化策略
// 紧凑型数据打包示例"Control_Word_Packed" := 0;// 整合多个信号到 1 个字节IF "Start_Command" THEN "Control_Word_Packed" := "Control_Word_Packed" OR 1601;END_IF;IF "Reset_Command" THEN "Control_Word_Packed" := "Control_Word_Packed" OR 1602;END_IF;IF "Servo_On" THEN "Control_Word_Packed" := "Control_Word_Packed" OR 1604;END_IF;// 一次性发送%QB168 := "Control_Word_Packed";3. 启用等时同步模式
在 TIA Portal 中启用 Isochronous Mode
确保所有 IO 在同一相位更新
减少抖动和延迟
---
八、常见问题与解决方案
问题现象 | 可能原因 | 解决方案 |
机器人无法识别 | GSD 文件未导入 | 在 TIA Portal 中导入 GSDML 文件 |
设备名称分配失败 | 未在线操作 | 点击「在线」→「访问 PG/PC」分配名称 |
通信超时 | IP 地址不在同一网段 | 检查并统一 IP 网段 |
控制字无效 | UOP 信号未配置 | 在机器人侧配置 UOP 信号映射 |
连接显示红色 | PLC 未运行 | 将 PLC 切换到 RUN 模式 |
设备名称不匹配 | 名称不一致 | 确保 TIA 组态与机器人配置一致 |
程序不启动 | 启动信号未触发 | 检查控制字位 0 和 UOP 配置 |
响应延迟大 | 通信周期过长 | 优化通信周期至 2ms~4ms |
频繁通信中断 | 网线质量差 | 更换高质量网线 |
报警代码不显示 | 数据映射错误 | 检查输入数据地址配置 |
伺服无法使能 | 安全信号未满足 | 检查安全回路和使能条件 |
位置数据不更新 | 寄存器未配置 | 在机器人侧配置位置寄存器输出 |
---
九、配置要点总结
配置项 | 关键要点 |
软件版本 | TIA Portal V15.1 及以上 |
GSD 文件 | 必须从 FANUC 获取并导入 |
IP 地址 | 同一网段,不能冲突 |
设备名称 | 必须在线分配且与组态一致 |
I/O 地址 | 建议从 168 开始分配 |
UOP 配置 | 机器人侧配置用户操作面板信号 |
通信周期 | 优化至 2ms~4ms(高速应用) |
网络连接 | 使用标准网线,确保连接可靠 |
诊断功能 | 启用诊断便于故障排查 |
跨品牌注意 | FANUC 是第三方设备,非西门子 |
---
十、推荐参考资料
资料名称 | 来源 | 链接 |
FANUC R-30iB PROFINET 手册 | FANUC 官网 | 下载 |
FANUC GSD 文件下载 | FANUC 支持中心 | 下载 |
S7-1200 与第三方 PROFINET 设备通信 | 西门子工业支持中心 | 查看 |
FANUC 机器人外部启动配置 | FANUC 技术文档 | 下载 |
PROFINET 通信优化指南 | 西门子工业支持中心 | 下载 |
---
十一、总结
S7-1200 与 FANUC 机器人的 PROFINET IO 通信是跨品牌集成的经典方案,具有以下优势:
优势 | 说明 |
高速实时 | PROFINET RT 通信,周期可达 2ms |
配置简单 | TIA Portal 统一组态,导入 GSD 即可 |
诊断完善 | 支持机器人级诊断和故障定位 |
扩展灵活 | 支持多机器人、多站点连接 |
成本优化 | 减少布线,降低安装成本 |
功能丰富 | 支持程序调用、位置监控、报警处理 |
跨品牌兼容 | 标准 PROFINET 协议,品牌无关 |
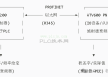
配置流程简图
重要提示FANUC 机器人是第三方设备,不是西门子产品必须从 FANUC 获取 GSDML 文件,TIA Portal 不自带设备名称必须严格一致,区分大小写建议在机器人侧配置 UOP 信号,确保外部启动正常通信前确保机器人程序正确,进行安全测试优化通信周期可显著减少响应延迟 免责声明:如果侵犯了您的权益,请联系站长,我们会及时删除侵权内容,谢谢合作!





 下一主题
下一主题