




 下一主题
下一主题热点推荐 更多
-

案例 西门子U23氮氧化物分析仪 故障
2026-06-13
-

案例 HIMA SIS网络故障排查实战
2026-06-13
-
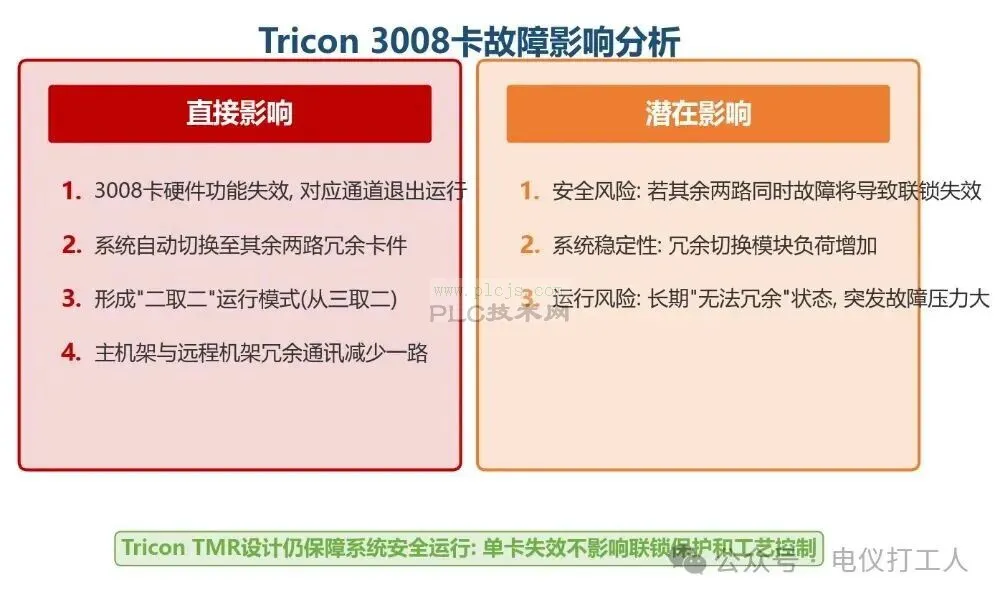
案例Tricon 控制器 3008 卡故障
2026-06-13
-
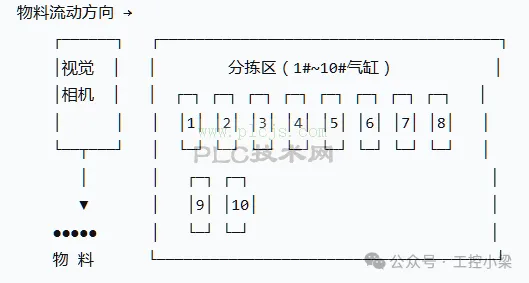
分拣 · 十通道视觉引导自动分拣系统
2026-06-13
-

单按钮多功能控制
2026-06-13
-
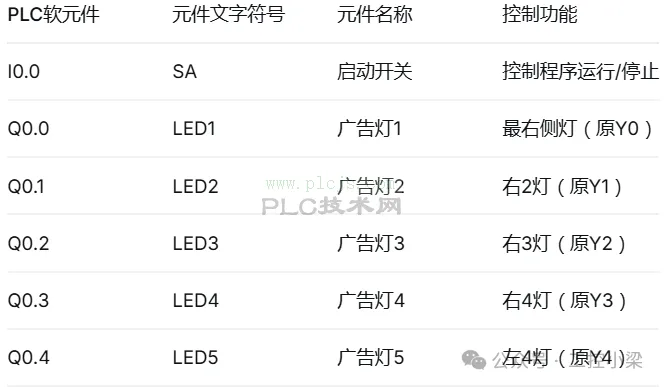
彩色广告灯控制程序2
2026-06-13
-
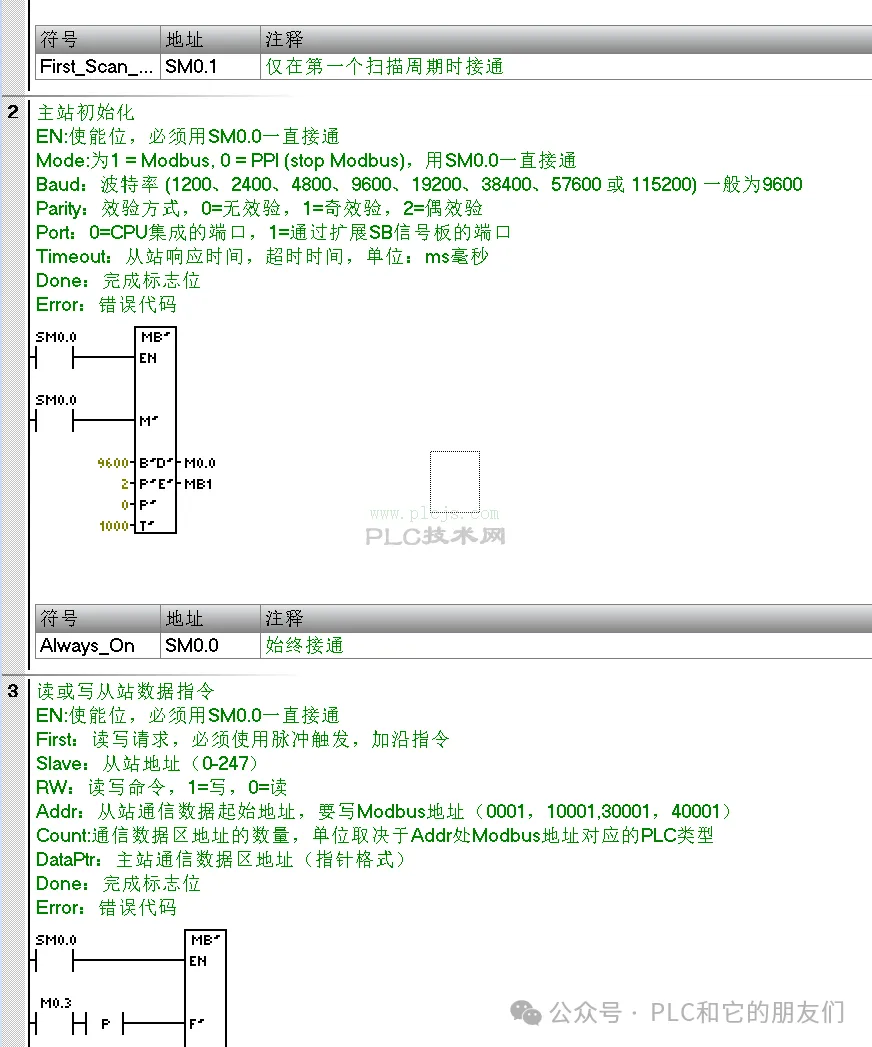
《200SMART与V20变频器RTU通讯.smart 》例程
2026-06-13
-

MES系列50-如何用AI提升MES系统的开发效率?
2026-06-13
-

MES系列49-MES 质量模块:检验方案 与AQL 抽样方案
2026-06-13
-
伺服驱动器发生报警,先别急着更换配件,试试这两步,能解决一半的问题
2026-06-13
