设为首页
收藏本站
PLC技术网
开启辅助访问
切换到宽版
登录
注册哦
只需一步,快速开始
微信扫码登录
门户
Portal
论坛
BBS
导读
Guide
排行榜
Ranklist
搜索
搜索
本版
文章
帖子
用户
PLC论坛-全力打造可编程控制器专业技术论坛
»
论坛
›
工控技术交流区
›
『国外:三菱/西门子/欧姆龙/松下』
›
西门子S7-200 PLC在拉弯矫直机中的应用
返回列表
发新帖
西门子S7-200 PLC在拉弯矫直机中的应用
[复制链接]
2562
|
2
|
2006-4-7 22:01:00
|
显示全部楼层
|
阅读模式
关键词:
PPI网络、拉弯矫直机
摘要:
现代有色金属加工行业对产品质量的要求越来越高,而拉弯矫直机在板带材加工行业就起到很大的作用,它能改善产品的板形,使其性能均匀化,最终达到提高产品质量的目的。我国也因此引进了不少拉矫机列,我公司也不例外,曾引进一台美国拉矫机,为了节约生产制造成本,提高产品产量和质量,我们通过消化吸收它的系统控制原理和思想,在引进的拉弯矫直机列机械设备的基础上,对它进行了电气设计改造,使其成为一台完整的拉矫设备并于今年三月投入生产运行,取得了明显的经济效益。
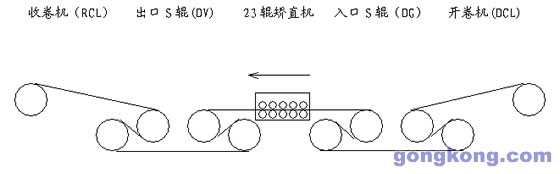
1. 利用S7-200PLC中CPU自带的编程口可进行多台PLC的PPI网络通讯。为进一步节约成本、保证维修方便、操作简单透明,我用多台S7-200PLC(CPU22X)+I/O扩展模块+模拟量扩展模块,TP070触摸屏,10台590直流驱动装置等去控制整个拉弯矫直机的传动及交流辅助控制。机组图如下:
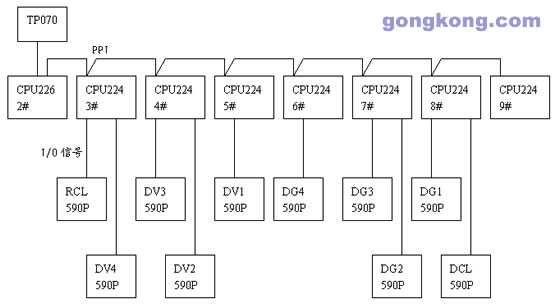
2. 控制系统的硬件构成示意如下:
3. 系统的控制思想:
CPU226(2#站)作为主站,执行所有的操作控制、数据处理、网络通讯数据收发等,并安装在主操作台中;CPU224(3#-8#)安装在各直流控制柜中,对各柜中的操作状态信号进行采集,如:电机实际速度、电流、运行状态等,并通过PPI协议传送到主站,同时接收主站发来的控制信号,如:点动、启动、紧停、运行使能等,而每台CPU224都分别控制一台或两台直流传动装置;CPU224(9#站)安装在开卷侧操作台中,对开卷机及入口S辊进行操作控制并通过PPI协议与主站之间进行数据交换。
4. 系统控制的特点:
(1)由于采用了PPI协议,在程序中可利用NETR、NETW命令实现,但由于有多台PLC通讯,将使程序容量和难度加大,这样就可方便地运用编程软件中自带的“指令向导”进行网络读写的配置,让软件根据用户要求自动生成通讯程序,通过主程序调用即可,这样又可靠方便又节约调试时间。
(2)我们用了10台直流传动装置,对它们的操作控制及状态接收基本上是相同的,为此,我编制了一个通用的子程序,在主程序中调用它并分别输入各自的输入输出变量,这样也使程序结构清晰明了。
(3)由于各台从站PLC都分别安装在各个控制柜中,使各柜间的信号连线大大减少,而通过PPI协议直接把外部信号接收和传送到主站上,在主站上进行集中编程,这样便实现了集散式控制。
(4)而S7-200PLC的价位好,通讯不需另增通讯模块,大大节省了设备的制造成本。
(5)通过TP070触模屏可进行工艺参数的设定,设备状态的显示,故障报警的显示,班产数据的统计显示等。操作界面透明友好,故障点直观、维修方便。
主要参考文献:
1. 西门子S7-200系统手册
2. 西门子TP070触模屏说明书
3. 欧陆590P直流数字驱动器手册
回复
举报
whx799
|
2006-5-30 11:39:00
|
显示全部楼层
菜鸟来报到,谢谢噢。
回复
支持
反对
举报
lthlycyj
|
2009-4-4 23:26:00
|
显示全部楼层
谢谢,学习了!!!
回复
支持
反对
举报
返回列表
发新帖
高级模式
B
Color
Image
Link
Quote
Code
Smilies
您需要登录后才可以回帖
登录
|
注册哦
本版积分规则
发表回复
回帖后跳转到最后一页
loveplc
回复楼主
返回列表
『国外:三菱/西门子/欧姆龙/松下』
『国产:台达/汇川/信捷产品交流区』