设为首页
收藏本站
PLC技术网
开启辅助访问
切换到宽版
登录
注册哦
只需一步,快速开始
微信扫码登录
门户
Portal
论坛
BBS
导读
Guide
排行榜
Ranklist
搜索
搜索
本版
文章
帖子
用户
PLC论坛-全力打造可编程控制器专业技术论坛
»
论坛
›
工控技术交流区
›
『国外:三菱/西门子/欧姆龙/松下』
›
西门子S7-200 PLC在大锭半连铸引锭系统中的应用 ...
返回列表
发新帖
西门子S7-200 PLC在大锭半连铸引锭系统中的应用
[复制链接]
2191
|
1
|
2006-4-7 21:48:00
|
显示全部楼层
|
阅读模式
摘要:
本文叙述了利用西门子S7-200PLC和AS-I接口模块,模拟量模块等在大锭半连铸生产线引锭系统的控制,充分展示了代替进口设备的先进性和适用性、并节省了制造成本的思想。
关键词:
引锭系统、代替进口、绝对位置旋转编码器
0.序言:
为适应现代铜加工行业的激烈竞争,铜产品的产量和质量非常重要,而引进大锭半连铸生产线,并配合步进炉、热轧机生产,就体现了生产效率和产量的提高。而产品性能除通过半连铸的熔化工艺上控制外,还在引锭系统的控制先进性和适用性上得到体现。我公司通过消化国内外先进的大锭半连铸设备控制思想,并多方与各专家讨论,自行设计与制作了黄铜锭、紫铜锭半连铸生产线,引锭采用的是下引法。
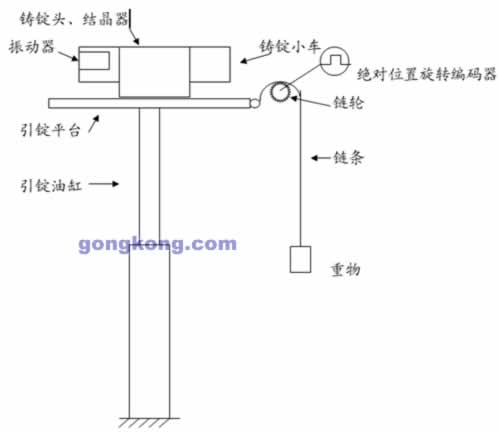
1.引锭系统的主要外部设备及其工作原理:
此引锭系统包括铸锭头、结晶器、引锭平台、引锭油缸、铸锭小车、振动器等,其中:
(1)铸锭头和结晶器安装在铸锭小车上,分别接受从保温炉里倒出的铜水并通过强制水冷使其冷却结晶,结晶器的窗口大小就是铜锭的断面形状;
(2)平台在铸锭小车下方,由引锭油缸牵引其向下移动,使结晶后的铜锭随着引锭平台(靠铜自身重力作用)下引,而油缸是由比例伺服阀通过PID调节控制其下引速度的,平台上联结有一链条,链条的另一端固定一重物,被拉紧的链条中间联结一个链轮,在这个链轮轴上装有一个绝对位置旋转编码器,平台的上下移动就转化成链轮的转动,也就是转化成了编码器的脉冲数了,它就可转化为引锭的长度;
(3)振动器安装在铸锭小车上,是使铜在结晶前性能均匀化之用,它由一台直流电机带动凸轮机构产生振动,调整此电机的速度即是调整其振动频率。
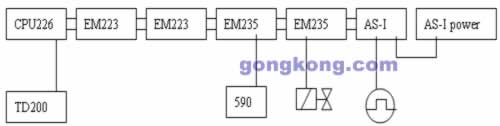
2. 控制系统的硬件构成:
我们采用西门子S7-200PLC及其扩展I/O,AS-I接口模块,模拟量模块,配以TD200文本显示器等进行控制。
绝对位置旋转编码器,用P+F公司的AS-I形式的编码器,通过AS-I接口模块获取计数数据;模拟量模块EM235为4入/1出,其中一块输出接伺服阀放大器去控制伺服阀,另一块输出接直流驱动器(欧陆590)速度给定信号,从而控制振动器的振动频率。
3. 系统控制思想:
(1) TD200中文显示及操作界面,可进行工艺参数的设定:引锭速度(mm/min)、铸锭长度(mm)、振动频率(HZ),显示当前工作数据:实际引锭速度、平台位置、铸锭当前长度、重量,显示当前工作状态,全中文报警显示等。
(2) 通过AS-I接口模块取得绝对位置旋转编码器的数据,后转换为实际平台位置和铸锭长度,对其进行定时中断处理可算出实际的引锭速度,根据设定的引锭速度进行PID调节,计算出从模拟量输出到比例阀上的信号,从而对引锭过程形成了一个速度闭环控制。
(3) 平台位置或铸锭长度的计算方法是:在平台处于最高位置时,把编码器计数值作为参考值,油缸带动平台上下移动,也带动链轮上的旋转编码器旋转,此计数值相对参考值就得到了铸锭的长度值。
4. 系统的特点和优点:
(1)为适应操作方便,在操作面板上安装了手动/自动、快速/慢速转换开关,可视实际情况进行相应的操作,使操作具有灵活性;
(2)用链条带动链轮,使直线行程转换为旋转的脉冲计数,而不必安装长行程的线性位移传感器,实现了其可行性又节约了成本;
(3)用TD200中文显示界面,使操作变得透明、友好,全中文报警自动前台显示,使故障点清晰可见、易于快速排除。
主要参考文献:
1. 西门子S7-200系统手册
2. 西门子TD200中文显示器说明书
回复
举报
nkqs2003
|
2007-2-7 15:32:00
|
显示全部楼层
谢谢了 !!!!!!!!
回复
支持
反对
举报
返回列表
发新帖
高级模式
B
Color
Image
Link
Quote
Code
Smilies
您需要登录后才可以回帖
登录
|
注册哦
本版积分规则
发表回复
回帖后跳转到最后一页
loveplc
回复楼主
返回列表
『国外:三菱/西门子/欧姆龙/松下』
『国产:台达/汇川/信捷产品交流区』