



- 为什么PLC用的好好的,断电重启就不行了?
- PLC调试现场的两个隐形杀手:地址错误与顺序反转
- 春节开工关键设备罢工,PLC电池没电程序丢失了,更换新电池后设备却依然无法启动
- 为什么PLC行业永远招不够人?因为PLC工程师的成材率很低,许多人学不成就退回做电工,真正的技术大拿是不会在市场上流通的
- 你写的PLC程序,从头到尾没碰过电机一根线,它到底在控制什么?
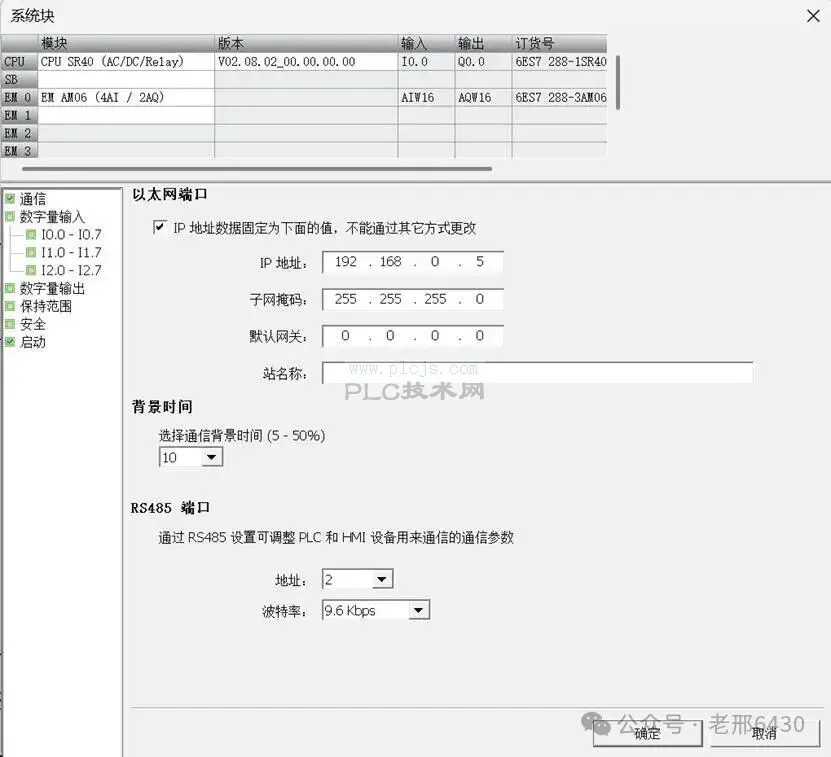
- 各种品牌PLC不能通讯怎么办?终于发现一种简单通用的方法,可以一次性打通不同品牌的PLC通讯了
- 什么是变频器恒压供水的PID控制? 休眠唤醒怎么设置?
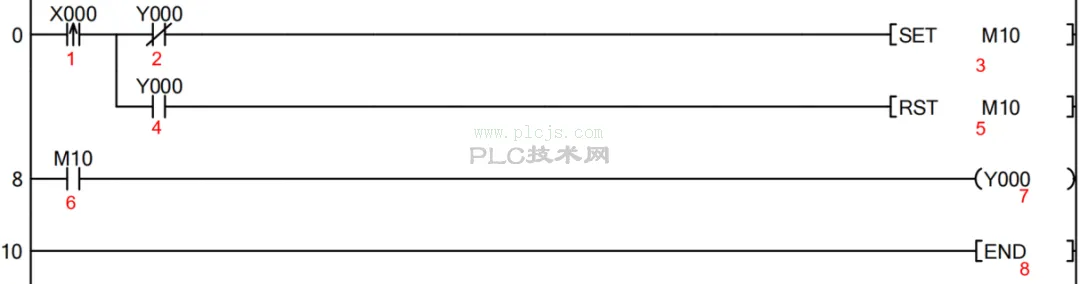
- 如果你学PLC只会用自锁,不会用SET/RST指令,那就只能一辈子当电工!
- 三线制磁性开关坏了,手头只有两线的,怎么接PLC呢?
- 众所周知,PLC编程的分水岭就是运动控制。一旦掌握了运动控制,那么你的编程能力就会大大提升

 下一主题
下一主题热点推荐 更多
-
直接上案例!如何编写3台电机轮换的PLC程序?
2026-06-12
-

S7-1200/1500 PLC如何控制SINAMICS V90实现速度控制?(文末赠纸质书籍)
2026-06-12
-
PLC扫描周期与单按钮启停案例分析
2026-06-12
-

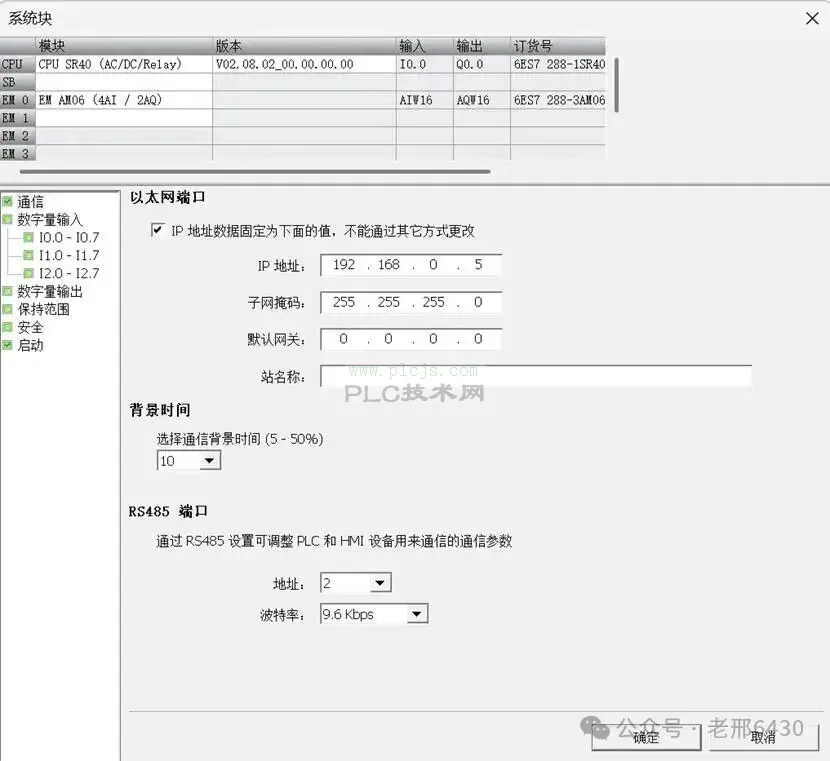
西门子S7-200 SMART全型号详解:SR/ST/CR核心差异是什么?
2026-06-12
-
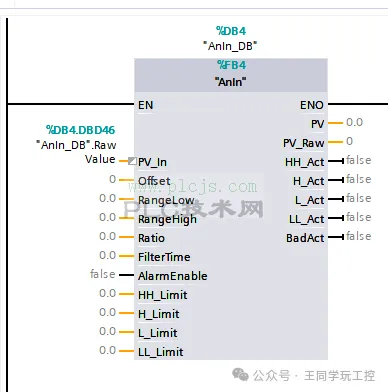
基于PCS7风格的模拟量输入处理FB块设计与应用
2026-06-12
-
27.西门子S7-200 SMART和S7-200 SMART的开放式用户UDP通信
2026-06-12
-
26.西门子S7-200 SMART和S7-200 SMART的开放式用户TCP通信
2026-06-12
-

西门子S7-200 SMART 型号手册
2026-06-12
-

800+自动化专业英语词汇,我帮你全整理好了(建议收藏)
2026-06-12
-

工业自控系统模拟量信号调试教程: 巧用信号发生器,搞定现场85%校验工作
2026-06-12
